304���P��k���410���P��k���е�չ�_Ӌ��
2016-5-16 10:42:14 �c����
һ���k���Ӌ�㷽����Փ
�k������Ĺ��̎����k����ϵ��N���̞鱣�C��K�ۏ����ͺ�����������ijߴ磬�����ø��N��ͬ���㷨��Ӌ��չ�_��B(t��i)���ϵČ��H�L�ȡ�������õķ������Ǻ��εġ���ָҎ(gu��)�t���������ڸ��Խ�(j��ng)���㷨��ͨ���@ЩҎ(gu��)�tҪ���]�����ϵ�����c��ȣ��ۏ��İ돽�ͽǶȣ��C(j��)������ͺͲ��M(j��n)�ٶȵȵȡ�
���Y(ji��)��������V���ɼ{���^�����е��k���ۏ��㷨��Ҫ�ЃɷN��һ�N�ǻ����ۏ��a��?sh��)��㷨����һ�N�ǻ����ۏ��۳����㷨��
���˸��õ��������k���O(sh��)Ӌ��Ӌ���^���е�һЩ����������˽������c��
1���ۏ��a�����ۏ��۳��ɷN�㷨�Ķ��x�����������c���H�k�����w�Č���(y��ng)�P(gu��n)ϵ
2���ۏ��۳�����c�ۏ��a��������(y��ng)�������ۏ��۳��㷨���Ñ���η���،��䔵(sh��)��(j��)�D(zhu��n)�Q���ۏ��a���㷨
3��K���ӵĶ��x�����H���������K���ӣ��������ڲ�ͬ������͕rK����ֵ���m�÷���
�����ۏ��a����
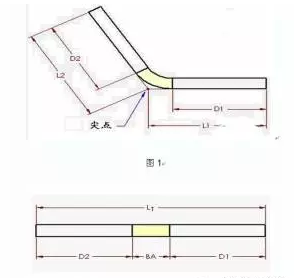
����õ������ۏ��a����Ո���ՈD1�б�ʾ������һ���k������еĆ�һ�ۏ����D2��ԓ�����չ�_��B(t��i)��
�ۏ��a���㷨�������չ�_�L��(LT)���������չƽ��ÿ���L�ȵĺ��ټ���չƽ���ۏ��^(q��)����L�ȡ�չƽ���ۏ��^(q��)����L�Ȅt����ʾ�顰�ۏ��a����ֵ(BA)���������������L�Ⱦͱ�ʾ�鷽��(1)��
LT = D1 + D2 + BA (1)
�ۏ��^(q��)�D�б�ʾ�鵭***�ą^(q��)������Փ�����ۏ��^���аl(f��)��׃�εą^(q��)������֮����_��չ�_����Ďγߴ磬�҂������²��E˼����
1�����ۏ��^(q��)����ۏ�������и����
2����ʣ���ɶ�ƽ̹����ƽ䁵�һ��������
3��Ӌ����ۏ��^(q��)������չƽ����L��
4����չƽ��ď����^(q��)��ճ�ӵ��ɶ�ƽ̹����֮�g���Y(ji��)�������҂���Ҫ��չ�_������
5. K-���ӷ�
K-�����������k���ۏ��ڏV���Ď��Π��(sh��)��������Ώ���/չ�_��һ������ֵ��Ҳ��һ������Ӌ���ڸ��N���Ϻ�ȡ��ۏ��돽/�ۏ��ǶȵȏV�������µď����a��(BA)��һ������ֵ���D4�͈D5�����ڎ����҂��˽�K-���ӵ�Ԕ��(x��)���x��
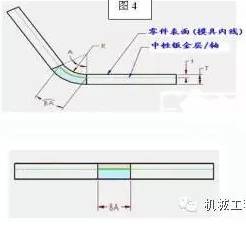
�҂����Կ϶����k������IJ��Ϻ���д�����һ�����Ԍӻ��S���k���λ�ڏ����^(q��)���е����Ԍ��е��k����ϼȲ���չҲ�����s��Ҳ�������ۏ��^(q��)����Ψһ��׃�εĵط����ڈD4�͈D5�б�ʾ��ۼt�^(q��)����{(l��n)ɫ�^(q��)��Ľ��粿�֡����ۏ��^���У��ۼt�^(q��)��������s�����{(l��n)ɫ�^(q��)��t�����졣��������k���Ӳ�׃�Σ���ô̎���ۏ��^(q��)������ԌӈA�����L�����䏝����չƽ��B(t��i)�¶�����ͬ�ġ����ԣ�BA(�ۏ��a��)�͑�(y��ng)ԓ�����k����ď����^(q��)�������ԌӵĈA�����L�ȡ�ԓ�A���ڈD4�б�ʾ��Gɫ���k�����Ԍӵ�λ��ȡ�Q���ض����ϵČ�������չ�Եȡ����O(sh��)�����k�����x����ľ��x�顰t���������k�������������ȷ����M(j��n)���k����ϵ���Ȟ�t����ˣ������k���ӈA���İ돽���Ա�ʾ��(R+t).�����@�����_(d��)ʽ���ۏ��Ƕȣ����ԌӈA�����L��(BA)�Ϳ��Ա�ʾ�飺
BA = Pi**(R+T)A/180
�麆����ʾ�k�����ԌӵĶ��x��ͬ�r���]�m�������в��Ϻ�ȣ�����k-���ӵĸ�����w���x�ǣ�K-���Ӿ����k������Ԍ�λ�ú���c�k������������w��ȵı�ֵ������
K = t/T
��ˣ�K��ֵ���Ǖ���0��1֮�g��һ��k-���������0.25��Ԓ����ζ�����Ԍ�λ������k����Ϻ�ȵ�25%̎��ͬ�������0.5���t��ζ�����ԌӼ�λ���������50%�ĵط����Դ���ơ��C�����σɂ����̣��҂����Եõ����µķ���(8)��
BA = Pi(R+K*T)A/180 (8)
���Ўׂ�ֵ��A��R��T�����Ɍ��H�Ď��Π�_���ġ����Իص�ԭ���Ć��}��K-���ӵ��ĺζ�����ͬ�ӣ��ش�߀���ǎׂ��ϵā�Դ�����k����Ϲ���(y��ng)�̡�ԇ(sh��)��(j��)����(j��ng)�փԵȡ����ǣ�����Щ��r�£��o����ֵ���ܲ������@��K��Ҳ���ܲ���ȫ���_(d��)�鷽��(8)����ʽ�����oՓ��Σ���ʹ���_(d��)��ʽ����ȫһ�ӣ��҂�Ҳ�����ܓ�(j��)���ҵ�����֮�g��(li��n)ϵ��
���磬�����ijЩ�փԻ��īI(xi��n)�����������S���ӣ��顰��λ���x�k�ϱ���0.445x���Ϻ�ȡ��ĵط����@Ȼ�@�Ϳ��������K���Ӟ�0.445����K=0.445���@�������K��ֵ���뷽��(8)��t���Եõ�������ʽ��
BA = A (0.01745R + 0.00778T)
�������һ�N��������һ�·���(8)�������еij���Ӌ����Y(ji��)����ͬ�r����ס���е�׃�����t�ɵõ���
BA = A (0.01745 R + 0.01745 K*T)
���^һ�����ϵăɂ����̣��҂������õ���0.01745xK=0.00778,���H��Ҳ������Ӌ���K=0.445��
�м�(x��)���о����֪����SolidWorksϵ�y(t��ng)��߀�ṩ��������ض��������ۏ��Ǟ�90�ȕr���ۏ��a���㷨�����wӋ�㹫ʽ���£�
ܛ�S�~��ܛ�~���ϣ�BA = (0.55 * T) + (1.57 * R)
��Ӳ�~���S�~��ܛ䓺��X�Ȳ��ϣ�BA = (0.64 * T) + (1.57 * R)
���~��Ӳ�~����܈䓺͏���䓵Ȳ��ϣ�BA = (0.71 * T) + (1.57 * R)
���H������҂�����һ�·���(7)�����ۏ����O(sh��)��90�ȣ�����Ӌ���������ô���̾Ϳ�׃�Q�飺
BA = (1.57 * K * T) + (1.57 *R)
���ԣ���ܛ�S�~��ܛ�~���ϣ����������Ӌ�㹫ʽ���ɵõ�1.57xK = 0.55��K=0.55/1.57=0.35��ͬ�ӵķ���������Ӌ����������e�Ď���ϵ�k-����ֵ��
ܛ�S�~��ܛ�~���ϣ�K = 0.35
��Ӳ�~���S�~��ܛ䓺��X�Ȳ��ϣ�K = 0.41
���~��Ӳ�~����܈䓺͏���䓵Ȳ��ϣ�K = 0.45
ǰ���ѽ�(j��ng)ӑՓ�^���ж�N�@ȡK-���ӵā�Դ���k����Ϲ���(y��ng)�̣�ԇ(sh��)��(j��)����(j��ng)���փԵȡ�����҂�Ҫ��K-���ӵķ��������҂����k��ģ�ͣ��҂��ͱ���ҵ��M�㹤�������K-����ֵ�����_��Դ���Ķ��õ���ȫ�M�����������ȵ���������Y(ji��)����
��һЩ��r�£����Ҫ�m��(y��ng)���ܺV�����ۏ����Σ��H��ݔ���һ�Ĕ�(sh��)�ּ�ʹ�Æ�һ��K-���ӷ������ܟo���õ�����(zh��n)�_�ĽY(ji��)�����@�N��r�£����˫@�ø����(zh��n)�_�ĽY(ji��)������(y��ng)ԓ����������Ć��ۏ�ֱ��ʹ��BAֵ������ʹ���ۏ�����������������(n��i)��ͬ��A��R��T��������(y��ng)�IJ�ͬBA��BD��K-����ֵ�ȡ�
��R��0�� ��=90��r�����ۏ�ϵ��(sh��)�б�������λ��mm��
|
��ġ�/���� |
0.8 |
1.0 |
1.2 |
1.5 |
2.0 |
2.5 |
3.0 |
4.0 |
|
��� |
1.5 |
1.8 |
2.1 |
2.5 |
3.2 |
4.0 |
4.7 |
6.2 |
|
�X�� |
�� |
1.5 |
1.9 |
2.3 |
3.1 |
3.8 |
4.4 |
6.1 |
ע�⣺�ۏ�ϵ��(sh��)���ǽ^���ģ����ӹ����S���k��ˇ���̎�������(j��)����GB�����Լ��ӹ��C(j��)����������׃����
��.չ�_Ӌ�㷽��
|
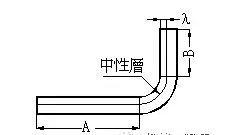
һ���ۏ�1 (R=0, ��=90��):
1. ��(d��ng)0 2. �����F�� (��GI�pSGCC�pSECC�pCRS�pSPTE�pSUS��):
(1) ��(d��ng)0.3 (2) ��(d��ng)1.5�QT<2.5�r, L =0.35T (3) ��(d��ng) T�R2.5�r, L =0.3T 3. ����������ɫ���ٲ��� (��Al�pCu��): ��(d��ng) T>0.3�r, L =0.4T |
|
|
һ���ۏ�2 (R��0, ��=90��): ��(d��ng)���۵��ӹ��r: 1. ��(d��ng)R�Q2.0�r, ��R=0̎��. L��= L+2R (L��R=0�rLֵ) 2. ��(d��ng)R>2.0�r, ��ԭֵ̎��. (1) ��(d��ng)T<1.5�r, L = PI*(R+0.5*T)/2 (2) ��(d��ng)1.5�QT�r, L = PI*(R+0.4*T)/2 |
|
|
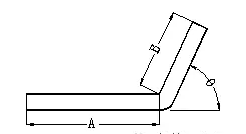
һ���ۏ� 3 (R=0, �ȡ�90��): 1. ��(d��ng)T��0.3 �r, L��=0 2. ��(d��ng)T$0.3�r, L��= (u / 90) * L ע: L���=90��r���a����. |
|
|
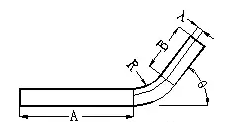
һ���ۏ�4 (R��0 , �ȡ�90��): ��(d��ng)���۵��ӹ��r: 1. ��(d��ng)R<2.0�r, ��R=0̎��. L��=��/90* L +2*R*TAN(��/2) ע: L���=90��r���a����. 2 ��(d��ng)R>2.0�r, ��ԭֵ̎��. (1). ��(d��ng)T��1.5 �r, L��=��*PI*(R+0.5*T)/180 (2). ��(d��ng)T/1.5�r, L��=��*PI*(R+0.4T)/180 |
|
|
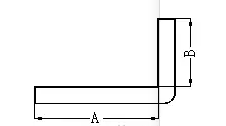
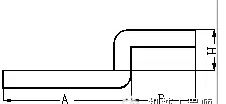
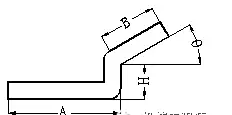
Z��1 (ֱ߅�β�): ��Ʒ��ʽ����չ�_����: 1. ��(d��ng)H/5T�r, �փɴγ��͕r, ���ɂ�90���ۏ�Ӌ��. 2.��(d��ng)H��5T�r, һ�γ���, (1). ��R=0,�tL��=L; (2). ��R��0,��ֻ��һ��(n��i)�Dz�����,�tL��=L+2R; (3). ��R��0,�҃Ƀ�(n��i)�Ƕ�������,�tL��=L+4R. ע: Lֵ������һ�Ѕ���(sh��)ȡֵ. |
|
|
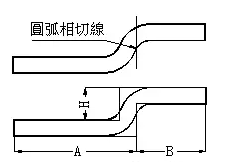
Z��2 (��ƽ��ֱ߅�β�): չ�_�����cƽ��ֱ߅Z�۷�����ͬ (���ϙ�), �߶�HȡֵҊ�Dʾ. ע:���ڷ�ֱ���ۏ�,��R��0,�a������(y��ng)���ϵ���2*R*TAN(��/2) |
|
|
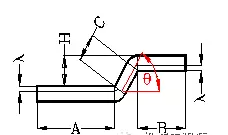
Z��3 (б߅�β�): 1. ��(d��ng)H��2T�r j��(d��ng)�ȨQ70��r,��Z��1(ֱ߅�β�)�ķ�ʽӋ��, (�˕rL=0.2). k��(d��ng)��>70��r��ȫ��Z��1(ֱ߅�β�)�ķ�ʽӋ�� 2. ��(d��ng)H/2T�r, ���ɶ��ۏ�չ�_(R=0 �ȡ�90��). |
|
|
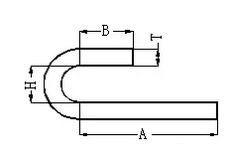
Z��4(�^�ɶΞ�ɈA������):
1. H�Q2T �β��^��̎���ֱ���Ξ�ɈA������չ�_�r,�tȡ�ɈA�������c̎������,�Ա��C�̶�߅�ߴ�ƫ����һ���Ϻ�̎��,Ȼ��Z��1(ֱ߅�β�)��ʽչ�_ 2. H>2T,Ոʾ������̎�� |
|
|
���ۉ�ƽ: L=1.6T 1. ��ƽ�ĕr��, ��ҕ���H����r���]�Ƿ����ۏ�ǰ����, ����λ�Þ��ۏ�׃�΅^(q��)�в�. 2. ���ۉ�ƽһ��փɲ��M(j��n)��: ��V��30��, �ٷ��ۉ�ƽ. ������չ�_�D�ۏ����r, 횰�30���ۏ�����, ��D��ʾ: |
|
|
N��: 1. ��(d��ng)N�ۼӹ���ʽ��|Ƭ���ۉ�ƽ,Lֵ������һ�Ѕ���(sh��)ȡֵ. 2. ��(d��ng)N����������ʽ�ӹ��r, չ�_�㷨��Ҋ ��һ���ۏ�4 (R��0, �ȡ�90��)��. 3. ����ۏ�̎��ֱ߅ (H��), �t���ɴ��ۏ�����Ӌ��: L��= 2L (Lֵȡ90���ۏ�׃�΅^(q��)����). |
|
|
���
��׳ߴ�Ӌ��ԭ����w�e��׃ԭ��,�����ǰ������w�e��׃;һ���� ,�����й�ʽӋ��, ʽ�Ѕ���(sh��)Ҋ�҈D (�O(sh��)�A(y��)�_�מ�X, ����������ϵ��(sh��)�C0.1):
1. ����מ������(�����), �tS������ԭ�tȡֵ: T�Q0.5�rȡS=100%T
0.5 T�R0.8�rȡS=65%T һ�㳣Ҋ�����A(y��)�_�װ�����һȡֵ 2. ������Á��T��, �tȡS=50%T, H=T+T��+0.4 (ע: T�����c֮���T�ϵİ��, ����cɫ����֮�g϶���߅0.10~0.15) 3. ��ԭ�D�г��δ���κΘ�(bi��o)�R�c��(bi��o)ע, �t���C����(n��i)�⏽�ߴ�; 4. ��(d��ng)�A(y��)�_��Ӌ��ֵС��1.0�r, һ��ȡ1.0 |
|


����������
һ.��܈䓰�SPCC(���\��SECC)
|
���� |
0.8 |
1.0 |
1.2 |
1.5 |
2.0 |
2.5 |
3.0 |
3.5 |
4.0 |
||||||||||||||
|
�Ƕȡ� |
|||||||||||||||||||||||
|
90�� |
1.4 |
||||||||||||||||||||||
|
120�� |
0.7 |
||||||||||||||||||||||
|
150�� |
0.2 |
||||||||||||||||||||||
|
90�� |
1.5 |
1.7 |
2.0 |
||||||||||||||||||||
|
120�� |
0.7 |
0.86 |
1.0 |
||||||||||||||||||||
|
150�� |
0.2 |
0.3 |
0.4 |
||||||||||||||||||||
|
90�� |
1.6 |
1.8 |
2.1 |
2.4 |
|||||||||||||||||||
|
120�� |
0.8 |
0.9 |
1.0 |
||||||||||||||||||||
|
150�� |
0.3 |
0.3 |
0.3 |
||||||||||||||||||||
|
90�� |
1.6 |
1.9 |
2.2 |
2.5 |
|||||||||||||||||||
|
30�� |
0.3 |
0.34 |
0.4 |
0.5 |
|||||||||||||||||||
|
45�� |
0.6 |
0.7 |
0.8 |
1.0 |
|||||||||||||||||||
|
60�� |
1.0 |
1.1 |
1.3 |
1.5 |
|||||||||||||||||||
|
120�� |
0.8 |
0.9 |
1.1 |
1.3 |
|||||||||||||||||||
|
150�� |
0.3 |
0.3 |
0.2 |
0.5 |
|||||||||||||||||||
|
90�� |
2.7 |
3.2 |
|||||||||||||||||||||
|
120�� |
1.3 |
1.6 |
|||||||||||||||||||||
|
150�� |
0.5 |
0.5 |
|||||||||||||||||||||
|
90�� |
2.8 |
3.4 |
4.1 |
||||||||||||||||||||
|
30�� |
0.5 |
0.6 |
0.7 |
||||||||||||||||||||
|
45�� |
1.0 |
1.3 |
1.5 |
||||||||||||||||||||
|
60�� |
1.7 |
2 |
2.4 |
||||||||||||||||||||
|
120�� |
1.4 |
1.7 |
2.0 |
||||||||||||||||||||
|
150�� |
0.5 |
0.6 |
0.7 |
||||||||||||||||||||
|
90�� |
4.3 |
4.7 |
|||||||||||||||||||||
|
120�� |
2.1 |
||||||||||||||||||||||
|
150�� |
0.7 |
||||||||||||||||||||||
|
90�� |
4.5 |
5.0 |
|||||||||||||||||||||
|
120�� |
2.2 |
||||||||||||||||||||||
|
150�� |
0.8 |
||||||||||||||||||||||
|
90�� |
4.6 |
6.2 |
|||||||||||||||||||||
|
120�� |
2.3 |
||||||||||||||||||||||
|
150�� |
0.8 |
||||||||||||||||||||||
|
90�� |
4.8 |
5.1 |
6.6 |
||||||||||||||||||||
|
120�� |
2.3 |
3.3 |
|||||||||||||||||||||
|
150�� |
0.8 |
1.1 |
|||||||||||||||||||||
|
90�� |
5.7 |
6.4 |
7.0 |
||||||||||||||||||||
|
120�� |
2.8 |
3.1 |
3.4 |
||||||||||||||||||||
|
150�� |
1.0 |
1.0 |
1.2 |
||||||||||||||||||||
|
90�� |
7.5 |
||||||||||||||||||||||
|
�� |
�� |
�� |
�� |
�� |
�� |
�� |
�� |
�� |
�� |
||||||||||||||
|
�� |
�� |
�� |
�� |
�� |
�� |
�� |
�� |
�� |
�� |
||||||||||||||
|
�� |
�� |
�� |
�� |
�� |
�� |
�� |
�� |
�� |
�� |
||||||||||||||
��.���T�ݼ��׳ߴ��
1.���T��ĸ��
|
��̖ |
��̖ |
�׳ߴ�(mm) |
|
M3��0.5 |
(B)SO(O)(S)-M3-H |
5.4 |
|
M3��0.5 |
(B)SO(O)(S)-3.5M3-H |
5.4 |
|
M4��0.7 |
(B)SO(O)(S)-M4-H |
6.0 |
|
M4��0.7 |
(B)SO(O)(S)-3.5M4-H |
7.2 |
|
M5��0.8 |
(B)SO(O)(S)-M5-H |
7.2 |
|
M6��1.0 |
(B)SO(O)(S)-M6-H |
8.7 |
ע��SO SOS ��ͨ�ײ�ͨ����SOO SOOS ��ͨ��ͨ������B�鲻ͨ�ף�
��S�鲻�P䓲��ϣ�H����ĸ���ĸ߶ȡ�
2.���T��ĸ
|
��̖ |
��̖ |
�׳ߴ�(mm) |
|
M2��0.4 |
S(CLS)-M2-A |
4.2 |
|
M2.5��0.45 |
S(CLS)-M2.5-A |
4.2 |
|
M3��0.5 |
S(CLS)-M3-A |
4.2 |
|
M4��0.7 |
S(CLS)-M4-A |
5.4 |
|
M5��0.8 |
S(CLS)-M5-A |
6.4 |
|
M6��1.0 |
S(CLS)-M6-A |
8.7 |
ע��CLS�鲻�P䓲��ϣ�S����ͨA3䓣�A����ĸ�m�ð��Ĵ�̖��
3.�?c��)����?/span>
|
��̖ |
��̖ |
�׳ߴ�(mm) |
|
M2��0.4 |
F(S)-M2-A |
4.3 |
|
M2.5��0.45 |
F(S)-M2.5-A |
4.3 |
|
M3��0.5 |
F(S)-M3-A |
4.3 |
|
M4��0.7 |
F(S)-M4-A |
7.4 |
|
M5��0.8 |
F(S)-M5-A |
7.9 |
|
M6��1.0 |
F(S)-M6-A |
8.7 |
ע����S�鲻�P䓲��ϣ�A����ĸ�m�ð���̖��
4.�q�T��ĸ
|
��̖ |
��̖ |
�׳ߴ�(mm) |
|
M3��0.5 |
Z-(S)-M3-1.2(1.5,2.0) |
5.0 |
|
M4��0.7 |
Z-(S)-M4-1.2(1.5,2.0) |
6.0 |
|
M5��0.8 |
Z-(S)-M5-1.2(1.5,2.0) |
8.0 |
|
M6��1.0 |
Z-(S)-M6-1.2(1.5,2.0) |
9.0 |
|
M8��1.25 |
Z-(S)-M8-1.2(1.5,2.0) |
11.0 |
ע����S�鲻�P䓲��ϣ�1.2��1.5��2.0�鳣���m�ð��
5.���T���
|
��̖ |
��̖ |
�׳ߴ�(mm) |
|
|
M2.5��0.45 |
FH(S)-M2.5-L |
2.5 |
|
|
M3��0.5 |
FH(S)-M3-L |
3 |
|
|
M3��0.5 |
NFH(S)-M3-L |
4.8 |
|
|
M4��0.7 |
FH(S)-M4-L |
4 |
|
|
M4��0.7 |
NFH(S)-M4-L |
4.8 |
|
|
M5��0.8 |
FH(S)-M5-L |
5 |
|
|
M6��1.0 |
FH(S)-M6-L |
6 |
|
ע����S�鲻�P䓲��ϣ�FH��A�^��NFH�������^��L����ᔿ��L�ȡ�
- ��һƪ�����⌦304���P䓰���316L���P䓰��ĽM�������ܵ�Ӱ� 2016/5/16
- ��һƪ��6��2�ՏU���P��������g��(d��o)�x 2012/5/23